前回はマツダの生産技術見学会から見えたマツダのモノづくりへのこだわりと考え方をお伝えし、MBD(モデルベース開発)を駆使することで精度の高いものの量産に成功しているとお伝えした。世界で見ればスモールプレイヤーだというマツダがこの自動車産業変革期の中で、生き残っていくためには、何を作らなければいけないのかが大きな課題になった。そこでマツダらしさを生み出すために、さまざまな分野への改革を行ない、現在はスカイアクティブのGen2(ジェネレーション)までたどり着いたわけだ。
![マツダ3 CX-30 スカイアクティブXはこうしてつくられる マツダの生産技術[2/2回]](https://autoprove.net/wp-content/uploads/2019/12/cbe944362b2d0d3e2f1897590c9ab74b.jpg)
今回はより具体的なマツダのこだわりを掘り下げてお伝えしよう。
魂動デザイン再現への取り組み

前回の記事で魂動デザインの再現に「魂動削り」「魂動磨き」「魂動砥石」などを開発したと説明したが、そこには、御神体「チーターオブジェ」の存在があり、金型成型技術へのこだわりをお伝えした。ここでは、魂動デザインを再現するために要求された板金金型プレスについてお伝えしよう。
この技術は最新のマツダ3、CX-30はもちろん、ロードスターを始めとするマツダの製品群すべてに投入されている技術だ。
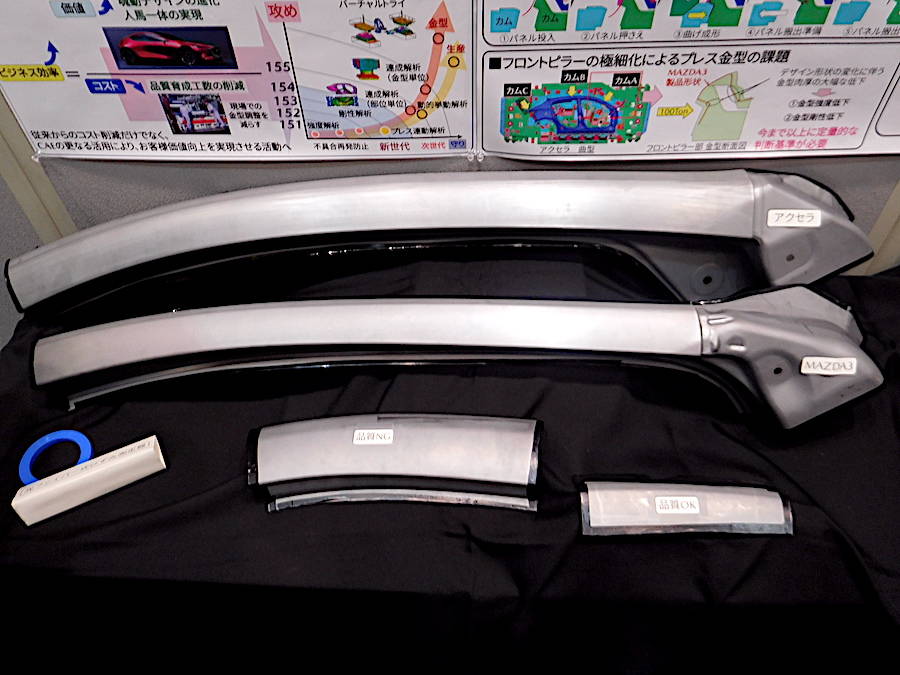
魂動デザインは、ボンネットを下げ、Aピラーを後退させるデザインで、ロングノーズに見えるスタイリッシュなデザインとなっているが、Aピラーの存在により視界を犠牲にしてはならない要件がある。そこでフロントピラーの幅を-20mm細くすることに挑戦している。
技術課題としてプレス成型において横から曲げる工程を行ない、強度、剛性をこれまで以上に定量的な(数値的な)判断基準が必要だとした。つまり、感覚ではなく、数値化で視界の確保をする取り組みだ。
ピラーの細化において、金型成型時の金型の挙動を計測する計測技術を開発している。その結果、金型の挙動を机上で再現する高精度なCAE解析が実現したという。さらに、モデルベース開発(MBD)で、稼働させる部品の稼働方向を変える、つまり、断面幅の寸法を突き詰めることで新世代となるAピラーの量産に成功したという。
車体構成
魂動デザインの美しさの再現として、寸法精度を従来の3倍レベルの高精度で実現させる必要があったという。鋼板パネルどうしの隙間を計測して維持管理していく必要があるが、さらに面の連続性の表現が要求され、どのような因子によって美しく見えるのか、また崩れるのかといったことを検証したという。
その結果が従来の3倍の寸法制度が必要だということがわかったという。マツダはCX-30の加工領域をシミュレーション領域で再現し、車体寸法を決めた。その結果「世界一美しいクロスオーバー」になったと発言しているわけだ。
この先の課題としては、この寸法精度を海外で展開する生産拠点でも同等の精度で作れるように等価品質を高めていく必要がある。そのためには、MBDを使ったシミュレーション技術を高めていくことが大切だとしている。

車両部品の取り組み
もうひとつ、樹脂部品において部品間の継ぎ目を感じさせないような作り込みを実現させる取り組みがあり、クルマの塊感を出そうという狙いをもって取り組んでいる。
映り込みは光の反射そのものなので、それをつくる放線ベクトルに着目したという。異なる部品間でつながる放線ベクトルが、ある基準内で滑らかにつながることを突き止めたというのだ。それを実現するために、柔らかく変形する樹脂部品を狙いの形状とするために、ある取り組みをしたという。
それは、樹脂の射出成形で、高温で溶かした樹脂を金型に流し込む工法において、成型時の樹脂変形に対する取り組みを行なったことだ。そこでは、金型内で樹脂の挙動を正確にシミュレーションできるソフトを開発したというのだ。どんな形状なら変形しにくいか、どんな流し方にしたら変形を抑えられるか、といったことを数値化し、その中で抑えられない変形が存在することもわかり、変形を盛り込み済みとした金型を作るというインバース技術で達成できたという。それが、CX-30のフロントバンパーだ。
形状凍結技術
一方、1310MPaの超高張力鋼板を使った技術では、材料強度は従来の約5倍、コストは1.2倍という優れた鋼材なので、大幅に採用し、軽量化で17%向上している。この超高張力鋼板の加工技術は冷間プレスでは、世界初の量産化に成功した技術ということだ。
採用部分はCX-30のルーフの端からバルクヘッド端の部位のキャビン部に採用している。つまりキャビンを守る役目のある部位に、この超高張力鋼板が使われている。
課題になったことは、スプリングバックがあることだ。変形させても元に戻ろうとする力が強く、成型しにく性質を持っている。材料強度に応じて線形にスプリングバックが増えるというのが鋼板の特徴であり、スプリングバックしないように形状凍結技術を開発している。
そのスプリングバックは材料固有の物性値である弾性係数に依るところが大きく,材料側の対策には限りがある。スプリングバックの対策として一般的に用いられている手法は、金型の変形見込みだが、どの程度スプリングバックを見込む必要があるかは、熟練者でも設計が難しいといわれているのだ。したがって実物トライアル中心の試行錯誤による調整が行われているというのが現状だ。
そこでマツダはMBDを基軸にCAE解析し、机上で開発。鉄鋼メーカー、開発部門、生産部門の三位一体で研究し、稜線形状に曲げた時に座面形状をつけることでキャンバーバック、スプリングバックを大きく抑制することができたという。
その結果CX-30、マツダ3ではAピラーを細くでき、視界を妨げない形状のキャビンにできたということだ。













